
製作プロセス

-
お客様のデータよりマスターモデルを作成
3次元 (IGES/STEP/Parasolid) データ・2次元(DXF/DWG/IGES)データ
3D光造型機モデル・切削モデル
マスターモデル完成 
-
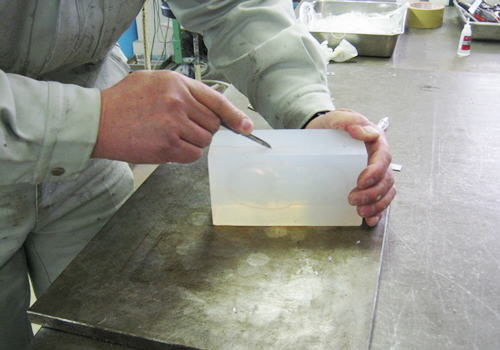
マスターモデルにシリコンゴムを流し込みゴム型を作成します。
作成したゴム型を切断し、マスターモデルを取り出します。このゴム型にシリコンゴムを流し反転ゴム型を作成します。

-
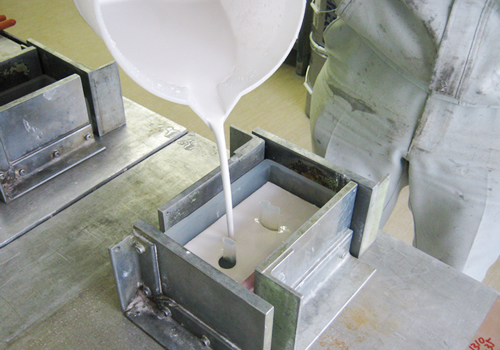
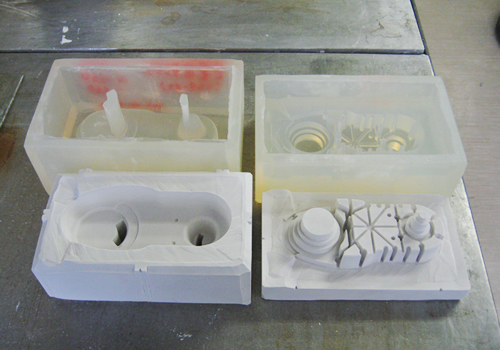
反転ゴム型に石膏を流し、硬化させ、石膏型を作成します。
反転ゴム型は繰り返し使用し、複数の石膏型を作成することができます。 
-
石膏型にアルミ・マグネシウム・亜鉛材など材料を溶かし入れ、鋳造します。
石膏型をばらし、鋳造品を取り出します。
熱処理・仕上げ・機械加工・塗装・含浸・表面処理などを行います。 
-
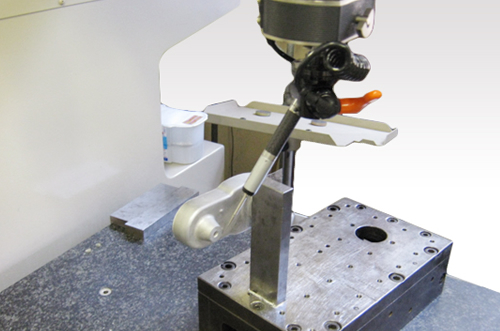
3次元測定機での測定表を添付します。
※要求があれば重要寸法を全数測定することも可能です。









精度
寸法許容差(当社規格)
| 25㎜以下の基準許容差 | ±0.15 |
|---|---|
| 25㎜をこえ50㎜以下 | ±0.25 |
| 50㎜をこえ100㎜以下 | ±0.30 |
| 100㎜をこえ200㎜以下 | ±0.40 |
| 200㎜をこえ500㎜以下 | ±0.70 |

寸法Aの許容差
この許容差は型分割面や型可動部が寸法Aに影響するところでは増加する必要があります。
大きさ
ダイカストマシン1,250トンクラスまで対応可能
大きさの目安
500×400×50
400×400×100
400×200×200
最大製造実績
943×253×177
重量 15.8㎏
材質
アルミ合金、マグネシウム合金、亜鉛合金
機能性材料の熱伝導性の良いアルミ合金や、
軽くて燃えにくいマグネシウム合金についてはご相談ください。
性質
機械的性質と熱伝導度(参考値)
|
引張り強さ N/mm² |
伸び % |
硬さ HB |
熱伝導度 W/(m/℃) |
|
|---|---|---|---|---|
| AC2B-F | 180.4 | 0.7 | 76.0 | 109 |
| AC2B-T6 | 229.5 | 0.9 | 88.0 | 109 |
| AC4B-F | 171.6 | 0.6 | 79.0 | 96 |
| AC4B-T6 | 216.7 | 0.9 | 86.0 | 96 |
| AC4C-F | 151.0 | 2.6 | 48.0 | 159 |
| AC4C-T5 | 173.6 | 2.0 | 55.0 | 159 |
| AC4C-T6 | 239.3 | 2.6 | 78.0 | 159 |
| AC4C-T61 | 238.3 | 1.5 | 76.0 | 159 |
| AC4CH-F | 148.1 | 2.4 | 48.0 | 159 |
| AC4CH-T5 | 167.7 | 1.2 | 55.0 | 159 |
| AC4CH-T6 | 219.7 | 1.9 | 72.0 | 159 |
| AC4CH-T61 | 242.2 | 3.1 | 74.0 | 159 |
| AC8A-F | 166.7 | 1.1 | 68.0 | 125 |
| AC8A-T5 | 161.8 | 0.4 | 82.0 | 125 |
| AC8A-T6 | 249.1 | 0.1 | 110.0 | 125 |
| ベリック | 256.9 | 0.9 | 95.0 | - |
| AZ91-T6 | 186.3 | - | 63.0 | - |
※測定値はJIS.Z.2201.4号試験片の測定値
上記データは、代表値であり、保証値ではありませんので、これらの情報を利用されて受けた損害は、保証いたしかねます。